高自动化,scattere|correct支持的高质量CT图像
面向生产,经济紧凑型CT解决方案 适用于失效分析和精确三维测量
铝铸件空隙体积的
自动分析

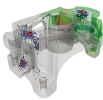
涡轮叶片3D
CT扫描3D分析

传统CT(左)与带
scatter|correct模块CT对比
基于scatter|correct,提升CT扫描速度高达百倍
Phoenix v|tome|x C是GE特别为无损检测与质量控制实验室设计的紧凑型450kV的CT系统,应用于铸造和航空航天领域,同时提供半自动无损检测与精密三维测量相结合的解决方案。维护成本低和面向生产的设计特点使其成为工业质量保障中强而有效的工具。系统拥有简便的装卸工具,条形码识别等功能。同时,GE特有的一键CT(one-button|CT)自动扫描功能所带来的高速CT扫描为工业质量检测应用提供保障。高速扫描结构中的quick|pick操作提供全自动CT评估功能。例如:最多可达25片涡轮扇叶的全自动扫描。系统提供工业主流样品尺寸扫描,灵活性扫描以及特别针对高吸收率样件的450kv高压扫描。这是首个拥有GE突破性专利scatter|correct技术的工业CT扫描系统,系统使得用户可以获得扇束CT扫描的平板探测器无法达到的低散射伪影CT结果。

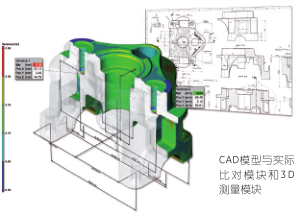
汽车压力铸件的几个内部特征尺寸的测量值与CAD的比对

先进的 scatter|correct锥束 CT
工业无损三维缺陷分析
X射线CT系统提供准确的几何测量和定量缺陷分析,包括夹渣或空洞的尺寸,体积和密度等信息。同时可以帮助优化产品工艺参数,提高产品质量同时降低报废率。例如,在130微米体素分辨率下,根据ASTM E 1695规定,空间分辨率可达2.5 lp/mm ~ 200微米特征宽度。
Phoenix v|tome|x c典型的扫描样品:
-
中小型钢铸件(涡轮叶片)
-
复杂综合性零件(扇型叶片)
-
大型复杂轻金属铸件(气缸盖)
典型三维无损检测应用:
-
内部缺陷分析/三维定量孔隙分析
-
预加工件的空洞/夹渣检测
-
装配配合度控制

气缸盖的CT扫描
生产管理和过程控制
和传统空间测量方法相比,CT在复杂内部几何结构工件的质量评测和产品工艺控制应用中有着明显的时间和成本优势,例如尺寸精度监督。
典型的三维集合测量应用:
-
实测结果与CAD比对
-
逆向工程/工具补偿
-
尺寸测量/壁厚分析
基于花岗石操作平台和定制化三维几何测量学模块,Phoenix v|tome|x c包含CT测量的所有重要要素,同时精度可达到20+L/100微米*
您的优势
-
经济、紧凑的专为大尺寸样件设计的450 kV系统
-
高精度三维测量和无损检测,只需短时间的操作培训即可实现
-
业界第一款具备scatter|correct功能的CT系统,使得锥束CT扫描的图像质量达到扇束CT扫描的图像质量,并且相对于扇束CT扫描的速度提高了高达100倍
-
对于高散射材料(如:钢和铝)能显著改善图像质量,同样适用于复合材料和多材料样品
-
增加CT扫描的批处理能力,最大程度的降低运营成本
-
显著减少了操作时间,通过采用一键CT和一键测量功能
-
系统稳定耐用、结构紧凑,依据产线环境设计
-
性价比更具吸引力
-
维护简单,采购成本费用低
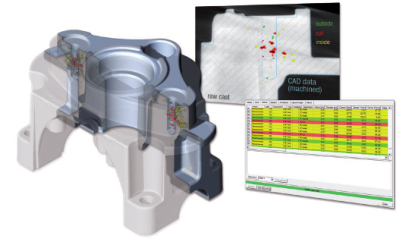
孔隙率/夹杂物分析:
汽车压力铸件的预加工测试
一键CT (one-button|CT)和快速抓取 (quick|pick) 机械臂
GE最新的一键CT(One-button|CT)功能使得整个CT扫描过程链可以自动进行,大大提高CT结果的可重复性和扫描效率,同时减少复杂CT操作所带来的影响。
对于HS(High Speed)的配置,v|tome|x c 提供了quick|pick模块,通过附加轴和气动操纵爪可实现全自动叶片批量检测。
产线中高效的一键CT(One-button|CT)功能
-
高检测吞吐量—可在约两小时内、不需要任何人工操纵扫描高达25个涡轮叶片
-
最低的操作成本—一个操作员可同时操纵3—4台CT系统
-
高灵活性—得益于传统CT扫描只需使用附加的普通精度的旋转轴
-
不需要额外的机械手臂

v|tome|x c 采用高速quick|pick功能模块可实现高吞吐量全自动CT扫描,例如涡轮叶片检测
技术规格及配置
|
Phoenix v|tome|x c
|
v|tome|x c scatter|correct / HS
|
|
小焦点射线管
|
闭管ISOVOLT 450 M2/0.4-1.0HP
|
|
最大电压/功率
|
450 kV @ 700 W / 1500 W
|
|
焦点尺寸
|
0.4 mm(最大功率700 W) / 1.0 mm(最大功率1500 W)
|
|
射线源到探测器的距离
|
1300 mm
|
1150 mm
|
|
体元范围
|
100 - 146 μm
|
87 – 139 μm
|
|
几何放大比(3D)
|
1.37 - 2x
|
1.44 – 2.3x
|
|
CT空间分辨率
|
2.5 lp/mm,130 mm体素分辨率,参考ASTM E 1695标准
|
|
细节分辨率
|
低至约100 μm
|
|
测量精度
|
20+L/100 um,参考VDI 2630-1.3 标准*
|
|
基于花岗岩的高精度操作平台
|
LDA探测器:16位线性探测器 820mm感应宽度,像素数量2050,像素尺寸400μm。线性分像素级轴补偿,分辨率提高和图像质量增强。
|
|
最大三维扫描区域 直径×高度/ 最大重量
|
选配锥束探测器:14位高对比度GE DXR 250探测器,200微米探元尺寸,400×400mm(16×16)感应区域,2000×2000像素(4 M像素)。虚拟探测器可进一步扩大样件尺寸。
|
|
双探测器结构(选配)
|
选配锥束&扇束探测器:同时配备锥束和扇束探测器,每个探测器都配备探测器平移和切换模块*
|
|
操作平台
|
2轴(R,Y轴),手动Z轴(300 mm)
|
3轴(R,Y,Z轴)或4轴(R,Y,Z,XB轴,适用于HS版,Z轴是自动轴)或 HS quick|pick配置+探测器shift轴
|
|
最大三维扫描区域 直径×高度/ 最大重量
|
500 mm×1000 mm(对于scattere|correct: 直径为270 mm)/ 最大50 kg(110 lbs.)
|
|
最大三维扫描区域 直径×高度/ 最大重量(HS版)
|
|
270×310 mm / 高达 10 kg(HS 旋转部件)
100×125 mm / 高达 3 kg(quick|pick 机械手)
|
|
射线源到样件的距离
|
650-950 mm
|
500-800 mm
|
|
系统尺寸 W×H×D
|
2,310 mm×2,750 mm×2,870 mm(91× 108×113)不包括控制台
|
|
系统重量
|
约15,000 kg / 33,070 lbs
|
|
Phoenix datos|x CT 软件
|
高度自动化的一键CT(One-button|CT)包含多模块对CT数据和流程进行优化。不同的三维评估软件包满足三维测量、失效或结构分析需求
|
|
datos|x 测量模块(选配)
|
Surface|extraction – 自动生成表面数据, easy|calib – CT系统校准模块,calibration|object –认证校准工具
|
|
velo|CT II 模块(选配)
|
超快速体数据重建模块
|
|
吊装设备(选配)
|
装卸重样品更贴合人体工程学
|
|
条形码读码器(选配)
|
方便样品识别
|
|
辐射保护
|
辐射安全屏蔽室是全方位防护式屏蔽铅房,符合德国Röv设计和制造标准。符合法国NFC 74 100标准和美国性能标准 21 CFR标准第 J 分章。对于设备的操作,须根据当地的相关法律法规申请相应的认证许可。
|
 惠州市瑞幸科技有限公司
惠州市瑞幸科技有限公司